山西進口工程輸送鏈廠家
發布時間:2025-09-05 00:18:55
山西進口工程輸送鏈廠家
當工作條件要求采用齒數很少的鏈輪時,則可設計具有小作用角的非標準齒形鏈輪;當工作條件要求采用齒數很大的鏈輪時,則也可設計具有較高齒高的非標準齒形鏈輪,以保持有較大的節距許用磨損伸長率。從嚙合和受力情況來考慮,滾子鏈傳動的少齒數為9,但在具體選定時,還應注意下列各點:(1)考慮節距大小的影響如果大節距又碰上小齒數,那將使鏈條受到較大的附加載荷,因此薦用小齒數為式節距。(2)考慮轉速高低的影響原則上轉速較高時,應選用較大的以使傳動平穩(3)當傳動空間尺寸許可時,考慮使傳動有較長的使用壽命,推薦小鏈輪的齒數為,小鏈輪齒數推薦選用奇數齒,它們和偶數的鏈節相嚙合可使磨損比較均勻。根據整體布局空間和中心距的大小,選定主動鏈輪齒數。考慮具體工作情況要求,取傳動比。則從動鏈輪齒數。

山西進口工程輸送鏈廠家
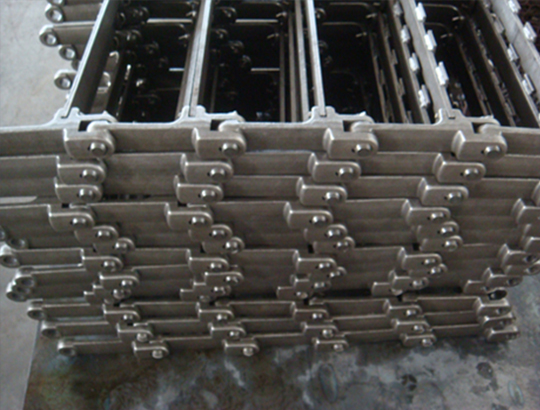
U型鏈條網帶,也可作為螺旋式網帶,采用進口電腦網帶機生產,網面強硬耐用,不易變形。大特點是轉彎性能好,可以實現180度的轉彎,且運行平穩。具有網面平整,可承載較重的壓力和拉力。通風透氣性能好,網面潔凈無毒,而且容易清洗。維修和拆卸極為方便。可根據客戶要求在網帶兩側加裝擋邊。 U型鏈條網帶:材質有A3低碳鋼、45#鋼、1Cr13耐熱鋼、 不銹鋼、304不銹鋼、1Cr18Ni9Ti不銹鋼、0Cr18Ni14NO2CU2耐熱耐酸鋼等。U型鏈條網帶:廣泛用于玻璃制品行業的退火爐網帶、烤花爐網帶等。食品加工行業、脫水蔬菜、速凍食品單凍機前處理網帶、鏈網。粉末冶金、金屬熱處理、淬火、燒結、釬焊、焙燒、光亮、發黑、軸承、滲碳高溫爐網帶、擋板式網帶、涂裝烘干線輸送網帶、泡沫鎳還原生產線網帶,清洗機、提升機、干燥機、烘干機、固化爐網帶。各輸送工藝鏈網、網帶。

山西進口工程輸送鏈廠家
鏈板生產線是在鏈板式輸送機的兩邊傳動鏈條間添加平板式預制構件,以做到運輸形狀不規律的物件。在傳動鏈條上改裝專用型焊接夾具。并依據工業自動化規定可作為裝配流水線。鏈板生產線一般用在偏重物件的運輸和裝配線工作當場,由鋼架結構滑軌、彎板鏈及專用型滾針鏈等構成。整線的運輸速率可調式,廣泛運用于食品類、香煙、飲品、家用電器等制造行業,而且能夠選擇不同的寬度、不同形狀的鏈板來滿足平面運輸、升降、平面轉彎、下降等要求。
山西進口工程輸送鏈廠家
輸送帶是輸送系統的關鍵設備,它的安全穩定運行直接影響到生產作業。輸送帶的跑偏是帶式輸送機的常見故障,對其及時準確的處理是其安全穩定運行的保障。跑偏的現象和原因很多,要根據不同的跑偏現象和原因采取不同的調整方法,才能有效地解決問題。本文是根據多年現場實踐,從使用者角度出發,利用力學原理分析與說明此類故障的原因及處理方法。一、承載托輥組安裝位置與輸送機中心線的垂直度誤差較大,導致輸送帶在承載段向一則跑偏。如圖一所示,輸送帶向前運行時給托輥一個向前的牽引力Fq,這個牽引力分解為使托輥轉動的分力Fz和一個橫向分力Fc,這個橫向分力使托輥軸向竄動,由于托輥支架的固定托輥是無法軸向竄動的,它必然就會對輸送帶產生一個反作用力Fy,它使輸送帶向另一側移動,從而導致了跑偏。

山西進口工程輸送鏈廠家
在選用鏈條索具時,首先要的選擇一下你要選用鏈條索具。再根據選用的型號來斷定所運載貨物的種類、長度、緊固方法,并且還不會發生滑動。如果你錯誤吳的選擇鏈條索具口能導軟鏈條斷的發生。 湖北恒傳鏈條廠教你如何設擇鏈條鎖具。所選鏈條鎖具銘牌上要有∶生產廠家、生產日期、鏈條直徑、CE標志。定載荷;多腿起重鏈條索具的額定載荷額定載荷∶單腿起重鏈條索具為直拉額有起吊角∶ 300-450及450-600兩種情況,單位為t。每—種起重鏈條索具都有廠家合格證明。起重鏈條不允許起吊超過其額定載荷的物體。鏈條索具在使用在應用所選起重鏈之前,其標志和尺寸都要進行核查。不得使用帶有缺陷或標志缺失的鏈條索具。

山西進口工程輸送鏈廠家
輸送帶的跑偏及其處理 輸送網帶運行時輸送帶跑偏是常見的故障之一。跑偏的原因有多種,其主要原因是安裝精度低和日常的維護保養差。 安裝過程中,頭尾滾筒、中間托輥之間盡量在同一中心線上,并且相互平行,以確保輸送帶不偏或少偏。另外,帶子接頭要正確,兩側周長應相同。 在使用過程中,如果出現跑偏,則要作以下檢查以確定原因,進行進行調整。輸送帶跑偏時常檢查的部位和處理方法有:檢查托輥橫向中心線與網帶縱向中心線的不重合度。如果不重合度值超過3mm,則應利用托輥組兩側的長形安裝孔對其進行調整。具體方法是輸送帶偏向哪一側,托輥組的哪一側向輸送帶前進的方向前移,或另外一側后移。檢查頭、尾機架安裝軸承座的兩個平面的偏差值。若兩平面的偏差大于1mm,則應對兩平面調整在同一平面內。頭部滾筒的調整方法是:若輸送帶向滾筒的右側跑偏,則滾筒右側的軸承座應當向前移動或左側軸承座后移;若輸送帶向滾筒的左側跑偏,則滾筒左側的軸承座應當向前移動或右側軸承座后移。尾部滾筒的調整方法與頭部滾筒剛好相反。 檢查物料在輸送帶上的位置。 物料在輸送帶橫斷面上不居中,將導致輸送帶跑偏。如果物料偏到右側,則皮帶向左側跑偏,反之亦然。在使用時應盡可能的讓物料居中。為減少或避免此類輸送帶跑偏可增加擋料板,改變物料的方向和位置。