武漢專業提升機鏈條廠家
發布時間:2025-09-13 00:18:57
武漢專業提升機鏈條廠家
滾子鏈條有關傳動鏈輪的基礎知識該話題,我鏈輪廠工作人員查閱與傳動鏈輪的基礎知識知識及自己多年對鏈輪齒輪,非標鏈輪的生產經驗,總結了以下內容,希望對你了解傳動鏈輪的基礎知識有所幫助。通常情況下,傳統鏈輪中的從動鏈輪在標準的要求下有事安裝在摩托車驅動輪上,也就是借助于鏈條的的傳動的方法來帶給驅動輪的傳動的產生,并且在通常情況下主動鏈輪都是相對于從動鏈輪在想太大小的方面是比較小的,從而通過這種方法來達到降低本身的轉速的目的,在此同時也就能夠達到使得增扭的作用更加的明顯。

武漢專業提升機鏈條廠家
S型不銹鋼鏈板傳送機S型轉彎鏈板輸送機可以滿足飲料貼標、灌裝、清洗等設備的單列輸送的要求。S型不銹鋼鏈板傳送機大程度上節約廠房空間,同時也滿足殺菌機、儲瓶臺、冷瓶機的大量供料的要求,可將兩條鏈板輸送機的頭尾部做成重疊式的混合鏈,使得瓶(罐)體處于動態過度狀態,使輸送線上不滯留瓶子,可以滿足空瓶及實瓶的壓力和無壓力輸送。
武漢專業提升機鏈條廠家
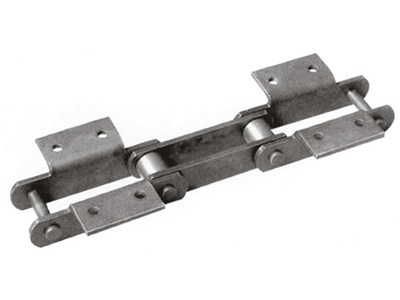
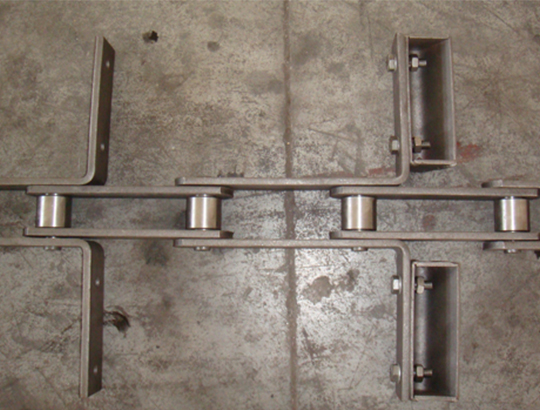
彎板一般稱為配件片,彎板上一般均有一個孔 兩個孔,甚至一些特殊的計,主要功能用來固定一些其他的附件,例如網帶或者其他零件.彎板的水平線與恐為如果不夠精準,將使附件的安裝帶來困難。單邊彎板稱為A型 A1 則為單邊單孔,A2則為單邊雙孔,如果兩邊都有則為K型 K1 K2 同上希望能對你有用。
武漢專業提升機鏈條廠家
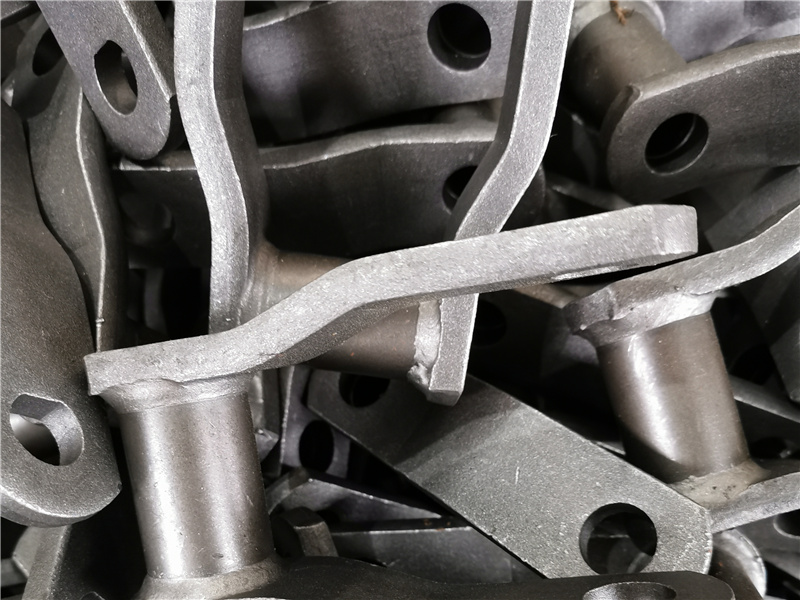
恒傳鏈條專業生產鏈條、索具等產品,下面簡單介紹高強度圓環鏈條制作流程要點∶ 在加工工藝方面∶主動測厚的資料連軋工藝、噴丸、擠孔、滾子冷擠壓成形、鏈板高速屢次光亮沖裁、四點鉚頭,雙面打印等新工藝。內行業界開端選用,這在必走程度上提高了鏈條產物的質量。 在鏈條制作專用設備方面∶我國已相繼自行開發成功具有中國特色的高速主動鏈片沖裁機、高速銷軸機、高速卷管機、滾子五工位冷擠壓機、鏈條安裝主動線、高速鏈條安裝機、多工位平頂鏈主動成型安裝線等一系列較、有用的制鏈專用設備,替代了有些傳統的鏈條制作設備,縮小了我國鏈條專機與國外制鏈設備之間的距離。 在熱救置方面;近幾年來,我國鏈條產物的熱收處置工藝及設備前進較大,有的公司原資料選用氮氣(或氮氫混合氣)維護的置式爐退火;鏈條零件通常都選用熱處置網帶爐進行淬火和回火,質量較安穩,離散度可控制在3- 4度;鏈條零件的強韌化處置、滲鉻、滲硼、等溫淬火以及淬火介質的"以水代油"等新工藝,也相繼使用。

武漢專業提升機鏈條廠家
檢查頭、尾機架安裝軸承座的兩個平面的偏差值。 另外,帶子接頭要準確,兩側周長應相同。在使用時應盡可能的讓物料居中。若兩平面的偏差大于1mm,則應對兩平面調整在統一平面內。尾部滾筒的調整方法與頭部滾筒恰好相反。(2)檢查托輥橫向中央線與帶式輸送機縱向中央線的不重合度。假如不重合度值超過3mm,則應利用托輥組兩側的長形安裝孔對其進行調整。假如物料偏到右側,則皮帶向左側跑偏,反之亦然。帶式輸送機運行時輸送帶跑偏是常見的故障之一。 安裝過程中,頭尾滾筒、中間托輥之間盡量在統一中央線上,并且相互平行,以確保輸送帶不偏或少偏。(3)檢查物料在輸送帶上的位置。 宇通網帶廠專業生產不銹鋼鏈板帶,不銹鋼鏈網,不銹鋼輸送帶,不銹鋼金屬網帶,食品輸送機等。
武漢專業提升機鏈條廠家
輸送帶的跑偏及其處理 輸送網帶運行時輸送帶跑偏是常見的故障之一。跑偏的原因有多種,其主要原因是安裝精度低和日常的維護保養差。 安裝過程中,頭尾滾筒、中間托輥之間盡量在同一中心線上,并且相互平行,以確保輸送帶不偏或少偏。另外,帶子接頭要正確,兩側周長應相同。 在使用過程中,如果出現跑偏,則要作以下檢查以確定原因,進行進行調整。輸送帶跑偏時常檢查的部位和處理方法有:檢查托輥橫向中心線與網帶縱向中心線的不重合度。如果不重合度值超過3mm,則應利用托輥組兩側的長形安裝孔對其進行調整。具體方法是輸送帶偏向哪一側,托輥組的哪一側向輸送帶前進的方向前移,或另外一側后移。檢查頭、尾機架安裝軸承座的兩個平面的偏差值。若兩平面的偏差大于1mm,則應對兩平面調整在同一平面內。頭部滾筒的調整方法是:若輸送帶向滾筒的右側跑偏,則滾筒右側的軸承座應當向前移動或左側軸承座后移;若輸送帶向滾筒的左側跑偏,則滾筒左側的軸承座應當向前移動或右側軸承座后移。尾部滾筒的調整方法與頭部滾筒剛好相反。 檢查物料在輸送帶上的位置。 物料在輸送帶橫斷面上不居中,將導致輸送帶跑偏。如果物料偏到右側,則皮帶向左側跑偏,反之亦然。在使用時應盡可能的讓物料居中。為減少或避免此類輸送帶跑偏可增加擋料板,改變物料的方向和位置。